Select Roughing Engine from the dropdown menu.
Standard and Adaptive are available. The standard engine are best suited for thread profiles with flat surfaces.
For threads with more curved surfaces, the adaptive engine gives more control for roughing threads with larger radiuses and leaves a more uniform surface for the finishing passes.
Adaptive Roughing engine works similar to Ridge Height in GibbsCAM mill contouring and will dynamically adapt cut depth for thread passes along any curved surface.
A more in-depth look at the advantages of Adaptive Roughing here : (Adaptive Roughing)
Roughing Engine : Standard Roughing Engine : Adaptive
Right-Left -- Cycles the roughing passes from right side to left side in the Z direction. Left-Right -- Cycles the roughing passes from left side to right side in the Z direction.
With Right-Left roughing pattern, tool wear will be concentrated to the bottom-left side of the tool insert. With Left-Right roughing pattern, tool wear wear will be concentrated to the bottom-right side of the tool insert.
ZigZag R-L -- Cycles the roughing passes in an alternating pattern, first pass in right-left Z direction, then left-right on the next pass. ZigZag L-R -- Cycles the roughing passes in an alternating pattern, first pass in left-right Z direction, then right-left on the next pass.
A zigzag roughing pattern will distribute tool wear to both edges of the tool insert.
Center Out -- Places the first roughing pass in the center of the thread, and cycles the rest of the roughing passes towards the sides.
Center Out can also be useful for remachining an existing thread, as the first center roughing pass can help with alignment when chasing the existing thread.
Sides Only -- This will only do roughing passes along an outline of the thread profile.
Roughing Style : Center Out Roughing Style : Sides Only
Special Roughing Style : CT->Right Side & CT->Left Side (Back to top)
Center->Right Side : This will do roughing passes from the center of the profile towards the right side. Center->Left Side : This will do roughing passes from the center of the profile towards the left side.
This special roughing style will only rough one half side of the profile and can be used for spesific custom threads that require two seperate tools to complete the thread profile.
Roughing Style : Center->Right Side Roughing Style : Center->Left Side
Special Roughing Style : Right Side->CT & Left Side->CT (Back to top)
Right Side->Center : This will do roughing passes from the right side of the profile towards the center. Left Side->Center : This will do roughing passes from the left side of the profile towards the center.
This special roughing style will only rough one half side of the profile and can be used for spesific custom threads that require two seperate tools to complete the thread profile.
Roughing Style : Right Side->Center Roughing Style : Left Side->Center
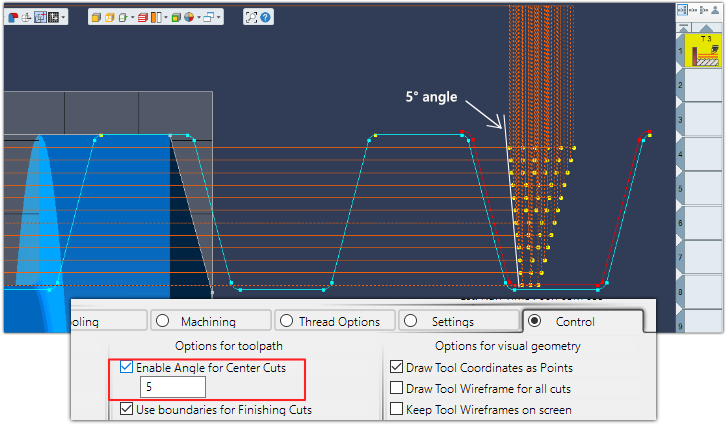
Set an angle for the center stepdown positions to prevent the tool to rub against the same center wall throughout the roughing cycle.
This is set in the Control tab (tab 7)
Avoid Micro Cuts : Filters out small roughing cuts based on a threshold.
This option will compare the previous depth of cut to the current depth of cut, and if the amount is smaller than a certain amount, it will skip and move to the next roughing cut.
Skip Small > : Threshold value used for Avoid Micro Cuts. Any cut size less than entered here will be skipped when generating the roughing cuts.
Adaptive Level : Set the level of detail for adaptive cuts.
Default is Coarse and should be sufficient for most cases. It can also give good results with setting a high detail level and keep the 'Avoid Micro Cuts' on.
A more in-depth look at the advantages of Adaptive Roughing here : (Adaptive Roughing)
Force Last Root Cut : This will force roughing the root of the profile.
If there is a tiny amount of material left along the root of the profile, the roughing cycle can often skip this.
Enabling this will always make roughing cuts along the last portion of the profile.
Target Surface Ra: Set the surface roughness for finishing passes in Ra(µm).
Ra is calculated as the Roughness Average of a given surface. Lower Ra number produces higher number of finishing passes, higher Ra number produces less finishing passes.
If the surface requirement is given in RMS, you need to convert it to Ra(µm).
The number shown behind 'Target Surface Ra' are the current calculated scallop height with the selected tool and the current distance between passes.
Common used values :
Ra 1.6(µm) = Ra 63(µin.) = RMS 64.3
Ra 3.2(µm) = Ra 125(µin.) = RMS 137.5
Ra 6.3(µm) = Ra 250(µin.) = RMS 275
The table below shows comparisons of various surface roughness scales.
Ra = Roughness Average in micrometers or microinches
RMS = Root Mean Square in microinches
CLA = Center Line Average in microinches
Rt = Roughness Total in microns
N = New ISO (grade) scale numbers
Cut-off Length = Length required for sample
Use the table if needed and enter required target surface roughness in Ra(micrometers) :
Contour Offset R and Contour Offset L can be used to offset the finishing passes in the Z axis. Positive and negative numbers.
Contour Offset R : This will offset all the finishing passes on the right side of the profile.
Contour Offset L : This will offset all the finishing passes on the left side of the profile.
These can be used to adjust the width of the profile when finishing. Note : Tool Monitoring needs to be turned off (in Control Tab) in order for the tool to go outside the thread profile.
Upper Limit Xd : Set the upper limit diameter for both roughing and finishing cuts.
Lower Limit Xd : Set the Lower limit diameter for both roughing and finishing cuts.
Any cuts outside these limits will be skipped. Use this to control where to machine.
For example, if you want to run finishing passes for the last 1/3 of the profile, set the Upper Limit to 1/3 of thread height above the Minor Diameter.
Material Control will only be active if the 'Material Control' is enabled (red outline)
Material Control will also automatically turn on if any tool is too large to fit the profile. If the tool is too wide to reach the root of the thread, it will allow the tool to go as far as there is space.
When stopped the Material Control will set the Lower Limit Diameter to where it stopped and ThreadTracer will outline red borders around input boxes that needs to be adjusted.
Thread End Z : Set where the theading cycle stops. Thread Start Z : Set where the theading cycle starts.
Thread Start Z needs to be minimum one pitch distance outside material.
If the thread need to start in a thread relief, you can set a Run In in Thread Options tab (Tab 5) to make a smooth entry into the material.
To set threading operations to another spindle, select the new spindle in the Part Station dropdown and click Redo. This dropdown are found inside the process window.
If the operations are not laid out properly, deleting them and create new ones will remember to use the selected spindle in Part Station.




















 Ra = Roughness Average in micrometers or microinches
RMS = Root Mean Square in microinches
CLA = Center Line Average in microinches
Rt = Roughness Total in microns
N = New ISO (grade) scale numbers
Cut-off Length = Length required for sample
Ra = Roughness Average in micrometers or microinches
RMS = Root Mean Square in microinches
CLA = Center Line Average in microinches
Rt = Roughness Total in microns
N = New ISO (grade) scale numbers
Cut-off Length = Length required for sample






