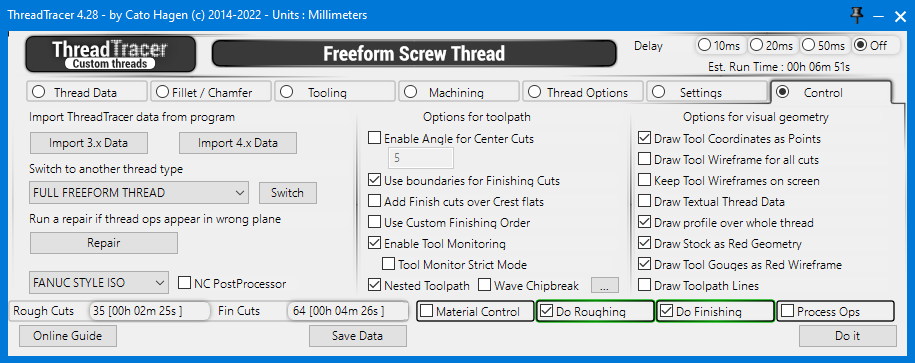
Import ThreadTracer data from current open GibbsCAM program (Back to top)
All the parameters and settings for a thread setup can be stored inside the GibbsCAM file, this allows for loading back the same setup into ThreadTracer if you want to change something later.
Import 3.x Data : This button will check for thread setups made with ThreadTracer 3.x.
Import 4.x Data : This button will check for thread setups made with ThreadTracer 4.x.
If any are found they will be presented and you can choose to load them back.
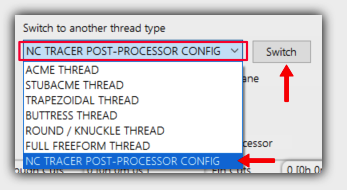
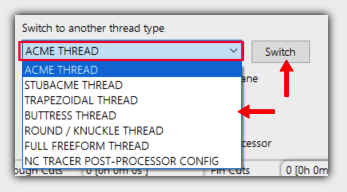
Choose what thread type to make from the dropdown list.
Switch : Clicking this button will switch the thread setup to the one selected from the dropdown.
Run a repair if thread ops appear in wrong plane (Back to top)
If the threading operations are made in the wrong plane, clicking the 'Repair' button will try to restore the GibbsCAM threading dialog to a working state.
If a repair has been done, all the current threading operations needs to be deleted and redone.
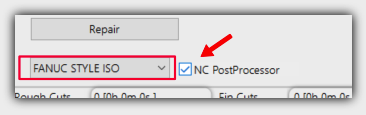
NC Postprocessor : Enable this to post the current thread with the internal post processor.
.
You can select what machine configuration to post for in the dropdown list.
The machine configurations can be edited with selecting 'NC TRACER POST PROCESSOR CONFIG' as thread type and pressing the 'Switch' button.
If you post with the internal post processor, it will ask where to save the NC-code file and open the file in Notepad.exe when its done.
You can also configure NC Tracer to paste the NC-code directly to the clipboard, and paste it directly to your preferred editor.
To read on how to setup NC Tracer for your machine, click here : Nc Tracer Setup
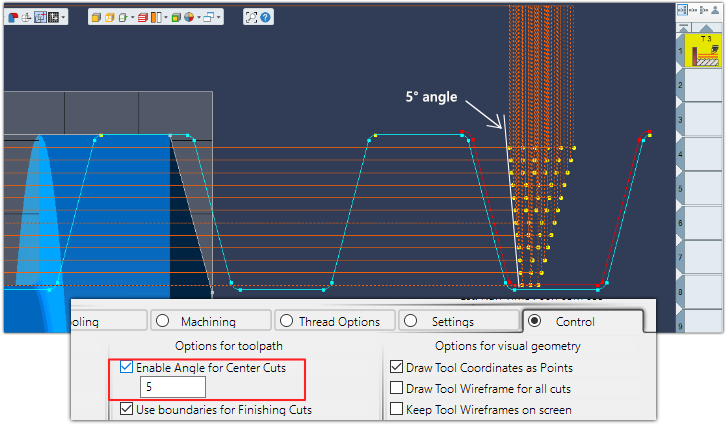
Used for roughing cuts, and if using one of the Special Roughing Style, as CT->Right Side, CT->Left Side, Right Side->CT or Left Side->CT
Will use an angle for the center stepdown positions to prevent the tool to rub against the same sidewall throughout the cycle.
Use boundaries for Finishing Cuts : This should always be enabled for safety.
When calculating finishing passes, it will only follow the geometry of the thread profile without checking distance to neighboring profile geometry.
This will first scan through the thread profile and calculate internal boundaries for all the finishing passes.
Add Finish cuts over Crest flats : This will add finishing cuts over the crest of the thread profile.
This can be useful for threads with tight tolerances as all surfaces will be relative to the same tool offset.
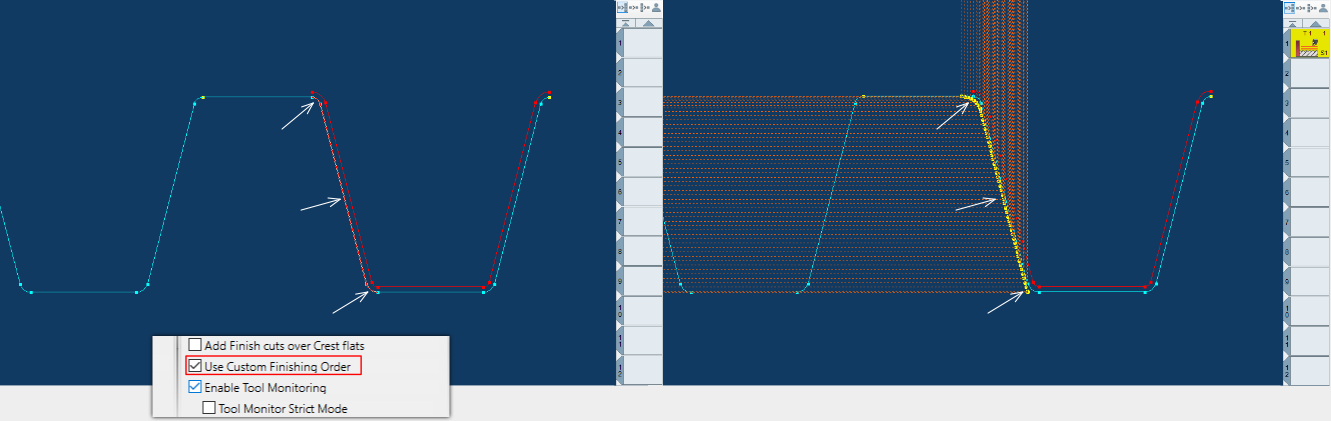
Enable this to select what features to run finishing passes on.
The finishing passes will run on the features selected on the thread profile geometry.
Select individual features with holding CTRL button and select with the the mousepointer.
This can be useful for a large thread where you only need to re-run finishing on selected features to save some machining time.
• Select features of the thread you want to finish. • Enable 'Use Custom Finishing Order' in the Control tab
• Clicking 'Do It' will generate finishing for selected geometry only
Enable this to monitor the insert geometry against the thread flank walls or sides.
If the sides of the insert gouges or crosses the thread profile, it will trigger an alert and not output or generate threading operations. The insert profile will be drawn in red if alert is triggered.
Note : False positives might occur due to small mathematical rounding errors, disable Tool Monitor if you can visually confirm that the tool clears the profile correctly.
Tool Monitor Strict Mode (Back to top)
This will monitor the thread flank walls upto the crest diameter, and ignore the crest corner radius or chamfer.
• Ratchet thread and VBMT insert that gouges thread profile
• Ratchet thread and VBMT insert pointing down, no gouges
• Acme thread and VBMT insert that gouges thread profile
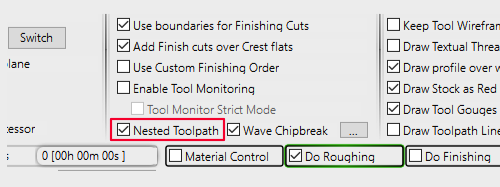
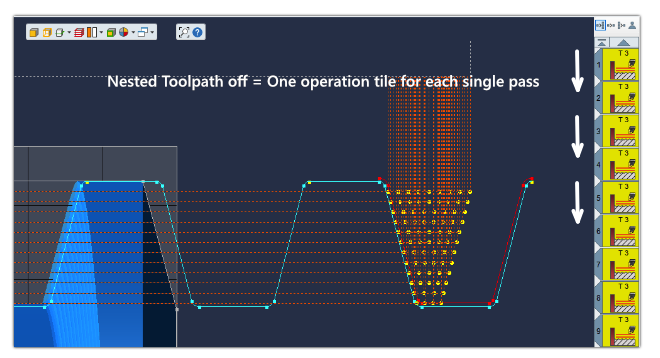
Nested Toolpath option will combine all roughing passes or finishing passes into a single threading operation.
A Nested Toolpath looks similar as a normal threading operation in GibbsCAM and uses only one operation tile.
It will seperate roughing and finishing into each seperate operation tiles. As any nested toolpath is built internally by ThreadTracer, you cannot Redo these operations in GibbsCAM.
For machining threads in long-chipping materials, like different plastics, titanium, aluminum and some steel alloys.
Wave Chipbreaker can be used on any thread and will apply oscillating movements to the X axis while threading as an attempt to break up long strings of chips.
Advantage is preventing long strings of chips to coil around the chuck, tools or the part. Disadvantage is longer machining time, as these oscillating thread passes needs a straight cleanup pass.
For automated machining solutions, good chip control is critical for a reliable process. Picking up a part with a robot or a sub spindle in the machine can cause problems if long strings of chips are curled around the part.
Wave Chipbreaker can solve problems with chip control in scenarios like this and can help the process to be accurate and more reliable.
Wave Chipbreaker was inspired from Sandvik Coromant OptiThreading™ - a new software module in their CoroPlus Tool Path.
All credit to Sandvik Coromant for coming up with this method for chip control. Read about OptiThreading™ here.
Wave Chipbreaker is only available when using Nested Toolpath.
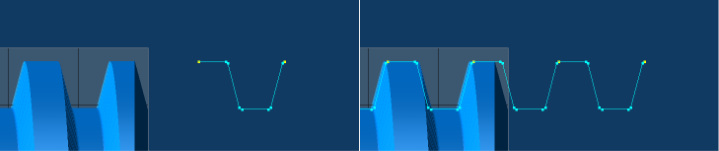
Wave Chipbreaker thread pass with a following straight cleanup pass
Machining 4-TPI thread with a 2mm grooving tool. Top corner shows NC-code running while machining.
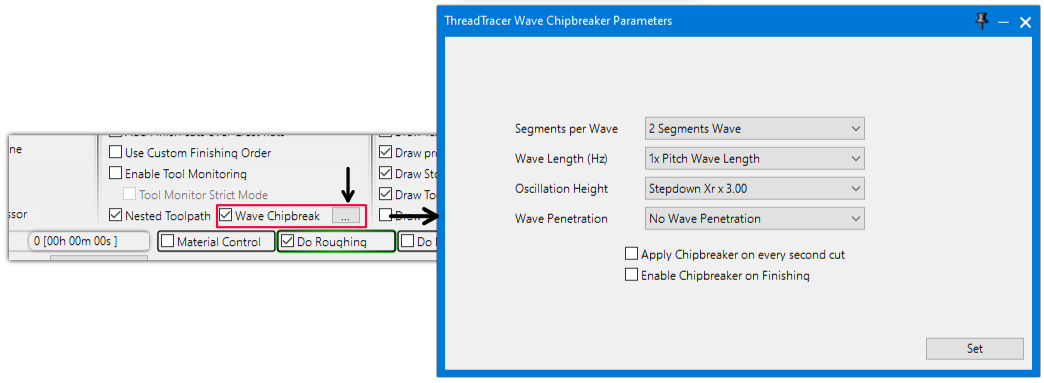
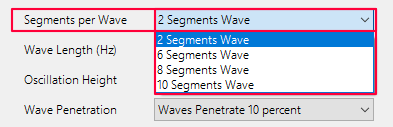
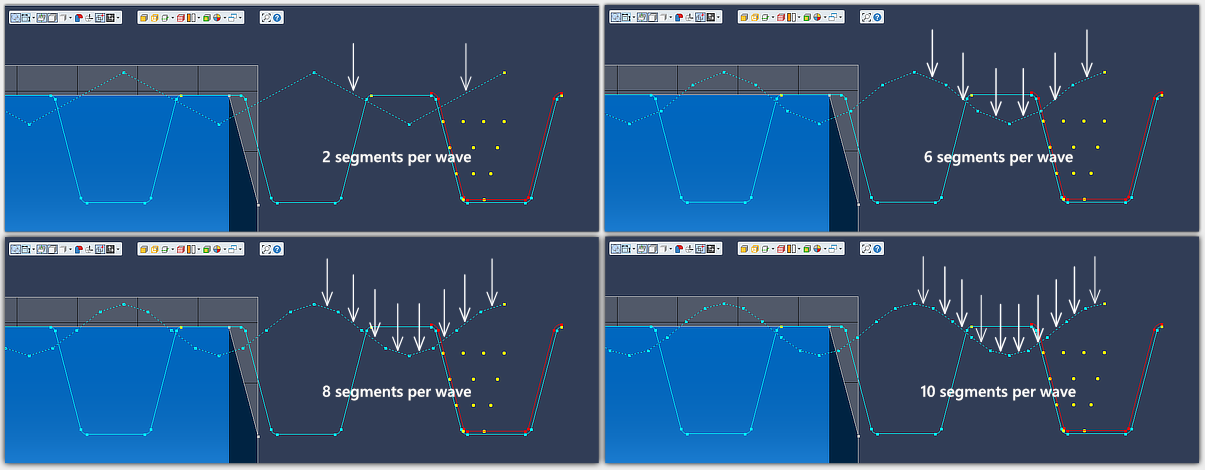
Set the amount of segments per wave. 2 segments produce a saw tooth wave and requires the least amount of lines in the NC-code.
More segments produces a more detailed wave and requires more lines in the NC-code to complete the wave.
See example NC-code below for difference between 2 segments and 6 segments (Expandable buttons).
Click the buttons below to expand and display example NC-code snippets for differences between 2 and 6 segment wave.
This is NC-code posted with the internal post-processor in ThreadTracer. GibbsCAM post-processors will output same NC-code coordinates for threading.
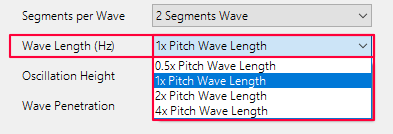
Wave Length will determine oscillation frequency, or how often it will attempt to break the chips per spindle revolution.
Select from the dropdown between 0.5x pitch, 1.0x pitch, 2.0x pitch and 4.0x pitch
Wave length set to 1.0x Pitch, will move the tool in and out of the material for every revolution.
Wave length set to 2.0x Pitch, will move the tool in and out of the material for every second revolution.
The tool will be in sync with the thread in the Z axis during all wave motions while the X axis moves in and out of the material.
Keep in mind that spindle RPM can affect the ability to accurately run at different wave lengths.
A small diameter and high spindle RPM can cause the machine's X axis to not fully reach the peaks of each wave before it continues to the next wave.
Other factors can also impact this from machine to machine, such as parameters for acceleration/deacceleration or mechanical backlash in the ballscrew.
This can be compensated with a combination of either longer wave length, lower spindle RPM and higher oscillation height.
Oscillation Height is the effective wave height.
Select from the dropdown between 1.25x Stepdown Xr, 1.50x Stepdown Xr, 2.00x Stepdown Xr, 3.00x Stepdown Xr and 4.00x Stepdown Xr.
Stepdown Xr is the cut depth that is set in Machining tab (Tab 4).
Setting the oscillation height to 2.00x Stepdown Xr, the tool will move out of the material with a height twice of the current cut depth (Stepdown Xr).
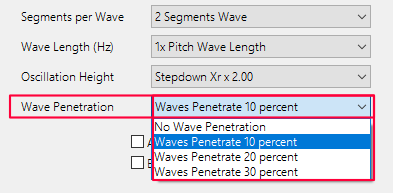
Wave Penetration will make the tool to oscillate a set amount past the following straight threading passes.
Depending of the material being machined and if chips not breaking properly with the tool, it can help with setting a penetration percentage to better break the chip for the following straigt pass.
Select from the dropdown the amount of penetration. Selecting No Penetration will do the wave movements at the same diameter as the straight threading passes.
Enable to to create coordinate points for all calculated thread passes.
All coordinate points represent the actual machining tool coordinates used when machining.
Enable to draw the current tool geometry from the Tooling tab (Tab 3) as geometry inside the thread profile for all threading passes. This can be useful during setup of the thread.
Enable to loop the thread profile geometry along the entire length of the thread. From Thread Start Z to Thread End Z in Machining tab (Tab 4)
Due to a limitation set in GibbsCAM, max 100 loops will be drawn.
Draw Profile over whole thread -OFF Draw Profile over whole thread -ON
Enable to draw a red outline for the roughing stock. The red line will be parallel to the thread profile with distance as the Roughing Stock set in Machining Tab (Tab 4).
Red stock geometry is just a visual reference, and will not have any significance to the roughing process.
Draw Stock as Red geometry -ON Draw Stock as Red geometry -OFF
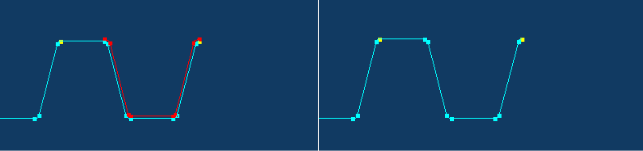
Enable to draw a red tool wireframe if the tool geometry gouges or crosses the current thread profile.
Tool Monitor needs to be enabled for this to be effective.
Example shows a standard 35° VBMT insert and how it gouges along an Acme thread profile. Any detected gouges will be excluded from any toolpath generation.
Enable to draw the toolpaths for all threading passes as line geometry, this can be useful to visualize the toolpath without processing GibbsCAM threading operations.

 .
.