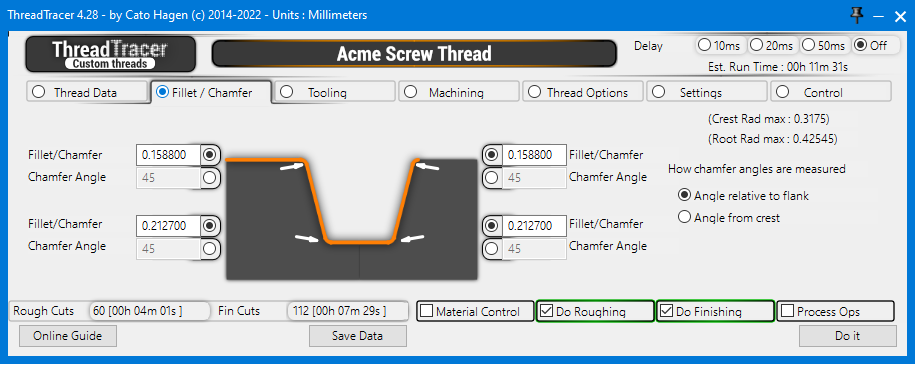
Acme Thread \\ Fillet / Chamfer Tab (Tab 2):
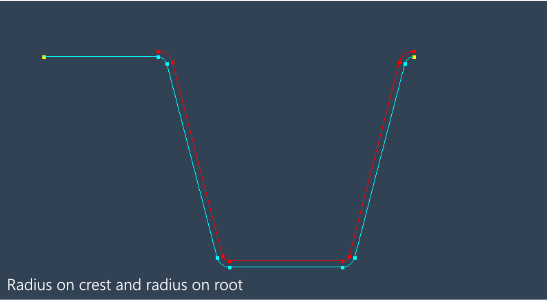
Set the radius or chamfer size on corners of the thread profile.
Fillet/Chamfer : Value here is the calculated radius/chamfer for the thread defined in Tab 1.
Chamfer Angle : Angle of chamfer. Click the radio button to switch to chamfer. The value in the Fillet/Chamfer input box will then be used as the size of the chamfer.
For Acme threads, the Crest values for both sides must be equal and the Root values must be equal.

Page accessed: 1103 times